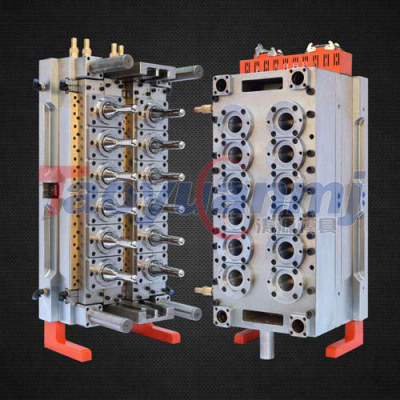
| 名称 | 48腔气封瓶胚模 |
| 产地 | 中国·浙江·台州 |
| 品牌 | 涛源模具 |
| 腔数 | 48(4*12) |
| 产品材质 | PET |
| 模板材质 | P20 |
| 型芯型腔螺口材质 | S136 |
| 设计软件 | CAD、PRO-E、UG |
| 流道 | 热流道 |
| 零件配置 | 杜邦化学材料美国PET进口隔热帽、德国HOSTET原装进口加热圈、意大利进口铜喷嘴、日本盘起阀针、黄铜石墨板润滑等不同配置。 |
| 腔 | 瓶坯 | 模具尺寸 | 模具重量(kg) | 周期 | |||
| 重量(g) | 颈围(mm) | 高度(mm) | 宽度(mm) | 厚度(mm) | 时间(sec) | ||
| 2(1*2) | 720 | 55 | 470 | 300 | 608 | 330 | 125 |
| 4(2*2) | 720 | 55 | 490 | 480 | 730 | 440 | 130 |
| 8(2*4) | 16 | 28 | 450 | 350 | 410 | 475 | 18 |
| 12(2*6) | 16 | 28 | 600 | 350 | 415 | 625 | 18 |
| 16(2*8) | 21 | 28 | 730 | 380 | 445 | 690 | 22 |
| 24(3*8) | 28 | 28 | 770 | 460 | 457 | 1070 | 28 |
| 32(4*8) | 36 | 28 | 810 | 590 | 515 | 1590 | 28 |
| 48(4*12) | 36 | 28 | 1070 | 590 | 535 | 2286 | 30 |
模具参数
1. 瓶坯模具腔数1到96腔的专业技术经验。
2. 瓶坯模具采用CAD软件,根据瓶子设计瓶坯形状,确保瓶子的成型质量。
3. 瓶坯模具螺纹口材料,采用进口氮化钢,按国际标准制造,硬度高,每个螺纹开排气,使用寿命长,不变形。
4. 瓶坯模具型芯,型腔采用耐腐蚀钢材,经久耐用。
5. 瓶坯模具采用先进的热流道设计,使每腔独立控温,加热,温度均匀。
6. 免剪浇口瓶坯模具,节省劳动力和原材料。
7. 热流道喷咀单独控温。(解决在生产过程中所产生底部发白、拉丝的问题)。
8. 针阀式自锁瓶坯模具:每个型芯,型腔,独立双自锁,可调节偏心,降低偏心率,确保产品同心度,高精度。模具使用寿命长。
9. 支持来样来图加工,提供新产品开发,可注塑加工一站式服务。
| 项目 | 名称 | 描述 | 硬度 |
| 1 | 模板材料 | P20 | 28-32 |
| 2 | 型芯、型腔 | S136 | 48-52 |
| 3 | 螺纹口 | S136 | 48-52 |
| 4 | 冷却方式 | 芯、颈部冷却 | |
| 5 | 对芯板和模腔板的冷却方法 | 1进、1出 | |
| 6 | 偏离中心(mm) | +/-0.08mm | |
| 7 | 循环时间注射 | 8-23秒 | |
| 8 | 交货时间 | 设计确认后的55天内 | |
涛源模具是国内专业的瓶胚模具制造商,我们在瓶胚模具制造方面有着数十年的制造经验,我们提供的是从瓶坯模具设计到瓶坯模具生产再到提供售后服务的一站式服务。如果您只有瓶子样品的话,我们可以根据您的样品设计产品,并且可以为您的工厂提供技术支持。我们不仅提供瓶坯模具,还提供瓶坯模具从设计到生产的整体解决方案。
产品特征
① 模板采用不锈钢或P20预硬,P20模板镀镍,洛氏硬度达38~40度。
② 型芯、型腔及螺口采用瑞典一胜百S136或德国2316,洛氏硬度达48~52度。
③ 滑块与推料板间、导柱与导套间镶嵌石墨铜板,以达到更好的润滑效果。
④ 每腔加热圈采用意大利ROTFEL或者德国HOTSET。
⑤ 顶针采用日本SKD-61,洛氏硬度达48~50度。
⑥ 隔热帽采用美国DUPONT P84NT2聚酰亚胺,长期使用温度在380℃,短时间可达高温600℃。
⑦ 注射铜嘴采用意大利铍青铜,洛氏硬度达38度。
产品规格
1-8腔、12腔、16腔、24腔、32腔、48腔、72腔、96腔等。
瓶口规格
PCO1881、1810、30/25、29/25、38、ALASK、ROPP、广口瓶口、化妆品瓶口等。

热流道系统在技术上的优势
1. 降低原材料的损耗和费用。
2. 削减废料的回收、分类、粉碎、干燥和贮存工作,可减少粉碎机的数量,节省劳动力,降低能量消耗,节约生产空间。
3. 避免使用回头料对降低制件质量的影响。
4. 保证注塑件的一致性,提高塑件的精度。
5. 增加制件的注射体积、提高塑料熔体压缩性。
6. 强化注射的功能,改善注塑工艺。
7. 减少所需的注射和保压时间。
8. 减少所需的锁模力。
9. 缩短注射操作循环中的开模行程,消除取出水口料所花费的时间。
10. 缩短注射周期、强化自动化提高生产效率。
热流道系统关键性能要素的体现
1. 精确控制熔体塑料温度,消除材料降解。
2. 平衡流道设计,零件型腔均匀填充。
3. 合适的热喷嘴规格尺寸保证熔体的顺利流动和型腔充分填充。
4. 正确浇口结构与尺寸,保证型腔充分填充,针阀式浇口及时关闭。从而减少流延,缩短注塑周期。
5. 流道无死角区域,保证快速换色,防止材料降解。
6. 使压力损失降低到最低。
7. 保压时间合理。